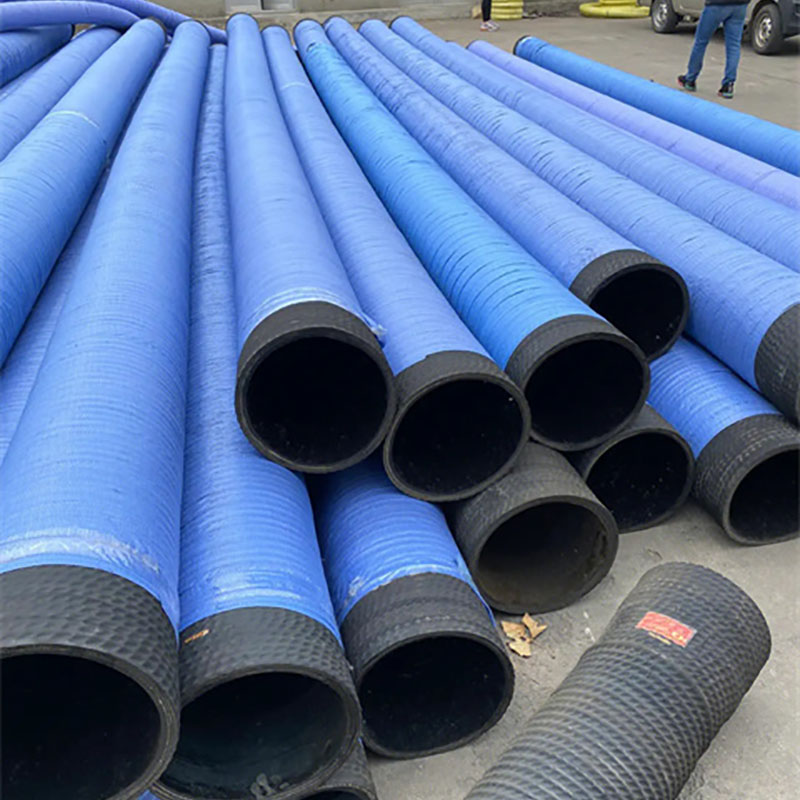
Гумено црево високог притиска
У 21. веку, развојна стратегија Кинеске националне Оффсхоре Оил Цорпоратион предлаже да се фокусира на развој приобалних и плитких нафтних поља. Због тога, нафтна индустрија захтева употребу плитких нафтовода поред цевовода за бушење и вибрирање. Плитки подморски нафтоводи су произведени у земљи, али плутајући или полуплутајући нафтоводи и дубокоморски подморски нафтоводи и даље се ослањају на увоз. Са имплементацијом развојне стратегије Цхина Натионал Оффсхоре Оил Цорпоратион, захтеви експлоатације нафте на мору за перформансе цеви ће наставити да се побољшавају.
Процес производње
1. Користите миксер за мешање лепка за унутрашњи слој, лепка за средњи слој и лепка за спољашњи слој према формули; Користите екструдер за екструдирање унутрашњег слоја цеви за уље и умотајте га на меко или тврдо језгро обложено средством за одвајање (метода замрзавања течним азотом се такође може користити без језгра цеви).
2. Каландер пресује средњи слој лепка у танке листове, додаје изолационо средство за ваљање и сече их на одређену ширину у складу са захтевима процеса.
3. Намотајте или уткајте цев за уље унутрашњег слоја која садржи језгро цеви на машину за намотавање или машину за ткање са бакарном челичном жицом или бакарном челичном жицом. Истовремено, синхроно намотајте средњи слој лепљиве фолије између свака два слоја бакрене челичне жице или бакрене челичне жице у машини за намотавање или машини за ткање и вежите почетак и крај челичне жице за намотавање (неки ранији машине за намотавање захтевају претходно напрезање и обликовање бакрене челичне жице).
4. Поново умотајте спољни слој лепка на екструдер, а затим га умотајте оловним или платненим заштитним слојем за вулканизацију.
5. Сумпорисати кроз резервоар за вулканизацију или слано купатило.
6. На крају, уклоните заштитни слој од вулканизације, извадите језгро цеви, притисните горњи спој цеви и извршите узимање узорака и контролу притиска.
Укратко, производња цеви за нафту под високим притиском подразумева широк спектар опреме, различите врсте сировина и сложене производне процесе. Међутим, последњих година, процес производње хидрауличних уљних цеви углавном од пластике или термопластичних еластомера може се на одговарајући начин поједноставити, али је цена сировина висока, а гума је и даље главна сировина.
анализа квара
1. Отказивање спољашњег лепљивог слоја:
(1) На површини црева се појављују пукотине
Главни разлог за појаву пукотина на цреву је то што је црево савијено у хладном окружењу.
(2) На спољној површини црева појављују се мехурићи
Разлог за појаву пликова на спољној површини црева је због лошег квалитета производње или неправилне употребе током рада.
(3) Црево није сломљено, али постоји велика количина цурења уља
У цреву је пронађена велика количина цурења уља, али није пронађена руптура. Разлог је тај што када је проток течности под високим притиском прошао кроз црево, унутрашња гума је била еродирана и изгребана, све док велика површина слоја челичне жице није исцурила, што је резултирало великом количином цурења уља.
(4) Спољни лепљиви слој црева се озбиљно квари, а на површини се појављују микро пукотине, што је манифестација природног старења црева. Услед старења и пропадања, спољашњи слој континуирано оксидира, прекривајући своју површину слојем озона, који се временом згушњава. Све док је црево благо савијено током употребе, појавиће се мале пукотине. У овом случају, црево треба заменити.
2. Отказивање унутрашњег слоја лепка:
(1) Гумени слој унутар црева је тврд и има пукотине: главни разлог је то што додавање пластификатора у гумене производе чини црево флексибилним и пластичним. Али ако се црево прегреје, то може довести до преливања пластификатора.
(2) Гумени слој унутар црева је озбиљно оштећен и значајно натечен: Гумени слој унутар црева је озбиљно оштећен и значајно натечен због некомпатибилности између гуменог материјала унутар црева и уља које се користи у хидрауличном систему, и црево се погоршава услед хемијског дејства.
3. Грешке које се манифестују у слоју арматуре:
(1) Црево је пукло, а плетена челична жица у близини прелома је зарђала. Након љуштења спољашњег лепљивог слоја ради инспекције, установљено је да је плетена челична жица у близини прелома зарђала. Ово је углавном због утицаја влаге или корозивне супстанце на овај слој, што слаби чврстоћу црева и узрокује пуцање црева под високим притиском.
(2) Арматурни слој црева није зарђао, али постоји неправилан лом жице у слоју за ојачавање.
Црево је пукло и није пронађена рђа на слоју за ојачање након љуштења спољашњег лепљивог слоја. Међутим, дошло је до неправилног ломљења жице дуж правца дужине слоја арматуре, углавном због високофреквентне ударне силе на црево.
4. Грешке које се манифестују на отвору руптуре:
(1) Један или више делова црева је поломљено, са уредним напуклинама, а остали делови се одржавају у добром стању.
Главни разлог за ову појаву је тај што је системски притисак превисок, што премашује отпор притиска црева.
(2) Торзија се јавља на месту кидања црева
Разлог за ову појаву је што је црево подвргнуто прекомерној торзији током уградње или употребе.
5. Укратко, на основу горње анализе, треба предузети следеће мере предострожности када користите хидраулична црева у будућности:
(1) Распоред црева треба да избегава изворе топлоте што је више могуће и да буде даље од издувне цеви мотора. Ако је потребно, могу се користити уређаји као што су рукави или заштитни екрани како би се спречило пропадање црева услед топлоте.
(2) У областима где црева морају да се укрсте или могу трљати о механичке површине током рада, треба користити заштитне уређаје као што су обујмице за црева или опруге како би се спречило оштећење спољашњег слоја црева.
(3) Када се црево мора савијати, радијус савијања не би требало да буде премали и треба да буде већи од 9 пута спољашњег пречника. На споју између гуменог црева и споја треба да постоји прави пресек већи од двоструког спољашњег пречника цеви.
(4) Приликом уградње црева треба избегавати да буде у чврстом стању. Чак и ако нема релативног померања између два краја црева, треба га држати лабавим. Затегнуто црево ће се под притиском проширити и смањити снагу.
(5) Немојте увртати црева током инсталације. Лагано увртање црева може смањити његову снагу и олабавити спој. Током монтаже, спој треба затегнути на цреву уместо на споју.
(6) Ако је црево уграђено на кључне компоненте, препоручује се редовне провере или замене.
Црево високог притиска се углавном користи за хидрауличку подршку рудника и експлоатацију нафтних поља, и погодно је за транспорт течности на бази нафте (као што су минерално уље, растворљиво уље, хидраулично уље, лож уље, уље за подмазивање), течности на бази воде (као што су емулзије, уље-вода Емулзија, вода) Пренос гаса и течности.